|
复合材料机身桶段试验件
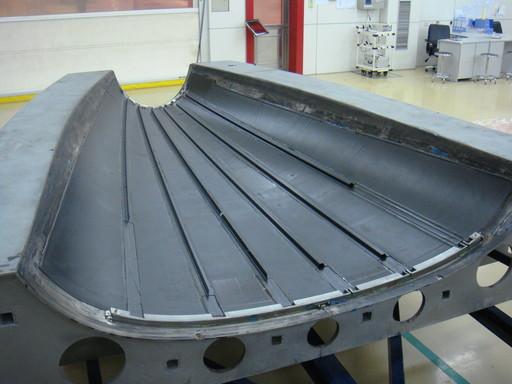
C系列复合材料尾椎壁板
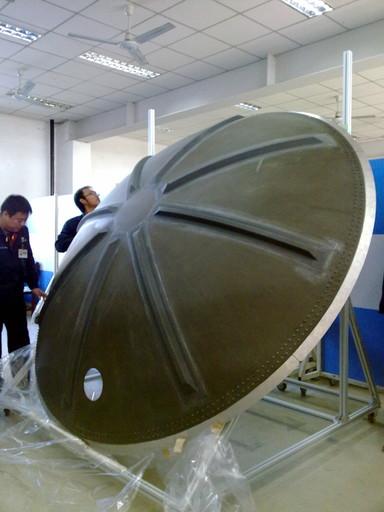
C919机身球面框
蒲永伟,1987年毕业于国防科技大学,学士学位。研究员级高级工程师。中航工业复合材料构件制造技术首席技术专家。现任中航工业沈飞复合材料制造中心主任业务经理兼副主任。长期从事复合材料工艺技术及复合材料构件制造技术研究,具有扎实的理论基础和丰富的工程经验,曾主持C919大型客机等多项国家、工信部和中航工业重大科研项目,在实践中培养了一支技术过硬的队伍,促进了中航工业在复合材料构件制造水平的提升。 《中国航空报》:在科技发展迅猛的今天,复合材料已广泛应用于越来越多的领域,您作为复合材料首席技术专家,从总体上,认为国内复合材料将向哪个方向发展,其情况如何? 蒲永伟:现代科学技术的发展牵引着工程材料正向复合化、高性能化、功能化、结构―功能一体化和智能化发展,而先进复合材料的发展就是其中的典型代表之一。自1967年问世以来,其具有高比强度和比模量、各向异性和可设计性、良好的抗疲劳特性、易于大面积成型及可被赋予新功能等特点,被广泛应用在工业界、体育用品界,尤其是在对重量、性能有苛刻要求的航空航天领域中受到特别的关注与重视,为改进飞行器性能做出了重要贡献,成为了航空航天四大材料之一。同时,随着航空航天的快速发展,也加快推动了复合材料的发展。 《中国航空报》:在当今航空工业领域中,复合材料被广泛应用于机翼、机身等主承力结构,航空工业的发展对复合材料零件制造提出了哪些要求? 蒲永伟:1969年,我国开始研发先进复合材料。1985年,进行系统、完整、有计划的研究,并进行小批量生产。随着我国航空领域飞机设计水平的逐步提高和新型复合材料的不断出现,复合材料逐步应用于主承力构件。当前,先进复合材料已在我国自主设计的军民机上,包括鸭翼、垂直安定面、水平安定面、升降舵及方向舵等构件进行批量应用,大幅度提高我国航空复合材料技术水平。 “一代飞机、一代材料、一代工艺”。面对着复合材料构件结构多样化、尺寸大型化的发展前景,传统复合材料构件制造工艺已不适应我国航空工业快速发展的需要,尤其在国外对我国该类型制造技术进行封锁的情况下,探索符合我国航空制造业现状,满足发展需求的技术方案和新型复合材料制造工艺,发展我国复合材料产业是我们急需解决的问题。 《中国航空报》:据了解,您在航空复合材料构件制造领域取得了优异的成绩,如U型多区域蜂窝夹层复合材料构件制造等,能否请您根据自身的科研经历,谈一下如何突破技术瓶颈、如何实现最终的成果应用? 蒲永伟:作为一名从事复合材料领域研究开发应用20余年的科技工作者,我深感责任重大,带领技术团队致力于研发并验证复合材料构件的新型制造技术,并将其推广运用到航空领域中,多次成功解决了国家新研项目急需解决的问题,打破了多项国外对我国先进制造技术的封锁,为多类型复合材料构件的制造提供了全新的思路,提升了我国先进复合材料制造技术水平。 高性能飞机需要高效率的结构,采用复合材料主承力结构是实现飞机大规模使用复合材料的关键,是当代大型飞机先进性的重要标志之一。目前国外的大型民机如波音和空客系列飞机的机体复合材料的用量与日俱增,并实现在机翼、机身等主承力部件的应用。 在大型飞机复合材料尾椎壁板的研制中,我们研发团队成功突破了大型、双曲、异形长桁类构件整体制造技术,掌握了一项全新的复合材料整体共固化制造技术,并成功应用于多型号军民机任务中大型壁板的制造中。该技术利用复合材料、橡胶组合工装并辅助橡胶气囊芯模,重点解决了双曲Ω长桁工装制造、蒙皮长桁定位、芯模脱模和零件表面质量不高等技术难题,生产的构件外形尺寸和内部质量好、工艺操作简单而且周期较短。 大型飞机在舵面、平垂尾整流罩、翼尖等部位的复合材料制件更多地采用芳纶蜂窝夹层结构,已从平面单块蜂窝扩展到U型多块蜂窝。这种复杂的结构对我国的复合材料夹层件的制造水平提出了较高要求。对此,我们研发团队研发出一种整体辅助工装共固化技术,可以提高产品设计效率和产品制造效率、外观质量和合格率。该工艺适用性强,可用于制造任何形状的蜂窝夹芯结构。该技术优点是设计人员在蜂窝构件结构设计时,只要考虑结构整体的对称性,而无需考虑结构内、外蒙皮的铺层对称性,及专门设计共固化防滑带铺层,就可保证蜂窝位置不滑移、不塌陷并避免蒙皮褶皱,更好地进行工艺协调,确保了在军民机生产任务中蜂窝夹层件的交付。 《中国航空报》:复合材料的加工成型是实现材料应用的关键步骤,具有不同力学、热学特性的材料需要不同的加工方法和加工条件来完成,针对相关的技术难点,我们在加工过程中开创了哪些独特的方法? 蒲永伟:复合材料是由基体树脂、增强体和助剂组成的多相体系,其中基体树脂通常为双马来酰亚胺、环氧、酚醛或聚酰亚胺等热固性树脂,增强体为玻纤、碳纤、芳纶纤维等,助剂包括固化剂、抗氧化剂、抗紫外剂等。在固化过程中,为防止复合材料制造环境的复杂性和非线性多场耦合作用,而产生产品缺陷,提出“均衡制造体系”的概念。它是指以特定的零件制造环境为研究对象,以单元技术和理论模拟计算为手段,以达到零件验收交付条件为基本要求,在综合评估生产成本、制造周期、潜在风险等因素的基础上,优化工艺条件,统筹设计零件成型的各种限制性条件,在允许部分缺陷存在(缺陷可控)的情况下,达到生产成本最低、制造周期最短、零件质量稳定性最高,最终实现零件制造的利益最大化。对于目前应用最广泛的真空袋-热压罐成型技术而言,特定的零件制造环境在范围上是指真空袋和工装贴胎面所包围的密封环境。由于在零件成型过程中必然存在偶然性因素,过分追求每一个细节的完美无缺必然增加制造成本,并且容易破坏制造环境中的平衡而造成更大的缺陷。因此,要在产品加工过程中做到缺陷可控,必须要建立热压罐成型的理论数学模型,以特定的制造环境为研究对象,区别对待主要影响因素和次要影响因素,结合单元技术和理论计算手段,对零件某一位置的制造结果做出预先评价。将选定对象的所有限制条件(即影响因素)分类区别对待,建立所有的理论上变量的种类及相互影响的关系模型后,利用现有的理论公式来计算评估每个一级变量对零件成型结果的影响,其评价结果或者现有理论难以准确计算的,可以用相近条件下的单元实验来验证或评价。单元技术和理论计算共同构成了“均衡制造体系”的评价基础。 《中国航空报》:当前,国内复合材料构件制造水平和情况如何?着眼于未来的复合材料构件制造,特别是航空领域复合材料零件制造将面临哪些亟待破解的难题? |




 眉县男子节后找工作找
眉县男子节后找工作找 P15/混动系统 迈凯伦
P15/混动系统 迈凯伦 2014广东江门市幼升小
2014广东江门市幼升小 春天魔力裙装搭配让你
春天魔力裙装搭配让你 女子酒店全裸泡温泉遭
女子酒店全裸泡温泉遭 租车――春运大军中的
租车――春运大军中的